Selection of oil casing for gas Wells containing hydrogen sulfide

1 Scope
This standard specifies the technical requirements for oil casing selection under high temperature, high pressure and high hydrogen sulfide and carbon dioxide content in natural gas Wells. This standard is applicable to the selection of oil casing and oil casing accessories under the above working conditions. Other low pressure operating conditions can also refer to this standard.
2 Normative reference documents
The terms in the following documents become terms of this technical requirement by reference to this standard. All subsequent amendments (excluding errata) or revisions to dated references shall not apply to the technical requirements, but the parties to an agreement under this technical requirement are encouraged to study the availability of the most recent version of these documents. For undated references, the latest version of the document applies to this technical requirement.
SY/T 6194-2003 Steel tubes for casing or tubing in oil and gas Wells for the petroleum and natural gas industry
API RP 5C1 Recommended practices for the maintenance and use of casing and tubing
API Spec 5B Specification for the machining, measurement, and inspection of pipe threads in casings, tubing, and pipelines
ASTM A370 Standard test methods and definitions for Mechanical testing of steel products
ASTM E4 Test machine load verification method
ASTM E10 Standard Test method for Brinell Hardness of Metallic materials
ASTM E18 Standard Test Method for Rockwell Hardness of Metallic Materials and Rockwell Hardness of surfaces
ASTM E83 Standard method for Validation and classification of extensometers
NACE MR0175/ISO 15156-2005 Resistance to vulcanization stress cracking of metallic materials for oil field equipment
ISO 6506-1 Metallic materials — Brinell hardness test — Part 1: Test methods
ISO 6508-1 Metallic materials – Rockwell hardness test – Chapter 1: Test methods (classes A, B, C, D, E, F, G, H, K, N, T)
ISO 6892 Metallic materials – tensile tests at ambient temperature
ISO 7500-1 Metallic materials – Verification of static individual testing machines – Part 1: Tensile/compression testing machines – Mechanical measurements
System verification and calibration
3 Terms and definitions
The following terms and definitions apply to this standard.
3.1Sulfide stress corrosion cracking
The fracture of steel under sufficiently large external or residual tension occurs simultaneously with hydrogen embrittlement cracking.
3.2Hydrogen sulfide factional pressure
At the same temperature, the pressure of hydrogen sulfide contained in a certain volume of natural gas when the volume is occupied alone.
4 Selection of oil casing
4.1 Principles
The selection of oil casing should be based on the working conditions such as hydrogen sulfide and carbon dioxide, and the selection should be made in accordance with the principle of Figure 1 and Figure 2.
4.2 Casing selection
4.2.1 Selection of surface casing
According to the working conditions of the surface casing, the surface casing should be made of carbon steel as shown in Figure 1 and 2.
4.2.2 Selection of technical casing
According to the working conditions of the technical casing, the technical casing should be made of high crush resistance material as shown in Figure 1 and 2.
4.2.3 Selection of production casing
According to the working conditions of the production casing, the production casing of the gas interval and above 200 m should be made of nickel-based alloy material or high sulfur resistance material as shown in Figure 1 and 2.
4.3 Selection of tubing
According to the working conditions of the tubing, the tubing should be made of stainless steel nickel base alloy or high nickel base alloy as shown in Figure 1 and 2.
- Chemical composition and mechanical properties of oil casing
5.1 Chemical Composition
The chemical composition of each steel grade and type of product shall comply with the requirements of Tables A.1 and A.2 in Appendix A.
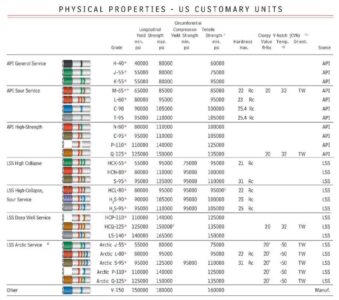
5.2 Tensile Properties
5.2.1 The tensile properties of the product shall meet the requirements of Table A.3 and A.4 in Appendix A.
5.2.2 The minimum elongation values of tensile specimens of various sizes and steel grades shall comply with the requirements of Tables A.3 and A.4 in Appendix A.
5.2.3 The yield strength shall comply with the requirements of Table A.3 or A.4 in Appendix A.
5.3 Maximum Hardness
The maximum hardness value of the product shall conform to the limits of Tables A.3 and A.4 in Appendix A. The hardness test shall be carried out on each ring or block according to FIG. D.11 in SY/T 6194, and for unthickened tubes three hardness values shall be provided in one quadrant; For thickened pipes, three hardness values should be provided in each of the four quadrants.
6 Oil casing threaded connection
6.1 Buckle
Surface casing should be short round buckle type, technical casing, production casing and oil pipe should be special metal gas seal buckle type. Special buckle shall also be in accordance with the technical standards of the manufacturer or the technical terms of the order between the user and the manufacturer.
6.2 Torque
The torque shall comply with the requirements of Tables B.1 and B.2 in Appendix B. The torque of the special oil casing shall comply with the requirements of Table B.3 in Appendix B.
7 Inspection Rules
7.1 Chemical composition analysis
7.1.1 Collar, sub and accessories
The steel plant or processing plant shall provide the results of the chemical analysis required for the collar, nipple and accessories, and the samples shall be taken from the tube or rod material.
7.1.2 Product Analysis Product analysis shall be carried out on two finished tubes in each furnace. For electric welding products, the chemical analysis can be carried out on the steel plate sample of the tube.
The product analysis shall include quantitative analysis of all elements listed in Appendix A, as well as quantitative analysis of other elements used by the manufacturer to control mechanical properties.
7.1.3 Retest
If the chemical composition analysis results of two tubes representing a furnace product do not meet the specified requirements, the manufacturer should choose to scrap or inspect the remaining tubes of the furnace one by one to determine whether they meet the specified requirements. If only one of the two samples does not meet the specified requirements, the manufacturer will choose to scrap or take two more tubes from the furnace product for reinspection. If the two samples used for reinspection meet the specified requirements, the furnace product is qualified except for the pipe that was not qualified in the initial analysis.
7.2 Tensile test
7.2.1 Test frequency and sampling position
Test frequency for all sets of casing and tubing as specified in Table C.40 of SY/T 6194-2003. The test frequency of the collar shall be specified in Table C.41 or E.41 of SY/T 6194-2003, and the test frequency of the nipple and accessories shall be specified in Table C.42 or E.42 of SY/T 6194-2003.
7.2.2 Test methods
The tensile properties of the product shall be determined at room temperature on longitudinal specimens, and the strain rate of the specimens and during tensile tests shall comply with ISO 6892 or ASTM A370.
Tensile testing machines should be calibrated to ISO 7500-1 or ASTM E4 within 15 months prior to any test. The extender shall be calibrated to ASTM E83 within 15 months prior to any test.
7.2.3 Test invalidity determination
If any tensile specimen is machined or defective, the specimen may be scrapped and replaced with another specimen. If the fracture point of the specimen is more than one third of the middle distance length, and the elongation of the specimen is less than the specified value, the re-test shall be allowed.
7.2.4 Reinspection
If a tensile test representing a batch of products does not meet the specified requirements, the manufacturer can take another 3 tubes from the same batch of pipes for reinspection;
If all the samples used for retesting meet the requirements, the batch of pipes is qualified except the one originally sampled; If more than one sample originally sampled or one or more samples used for retesting do not meet the specified requirements, the manufacturer may inspect the remaining batch of pipes one by one.
7.3 Hardness test
7.3.1 Test methods
Hardness tests shall be performed in accordance with ISO 6508-l or ASTM E18 or, if applicable, ISO 6506-1 or ASTM E10.
7.3.2 Test invalidity determination
If any hardness specimen is machined or defective, the specimen can be scrapped and replaced with another specimen.
7.3.3 Reinspection
For pipes of T95 steel grade, if either of the hardness values is between 25.4 HRC and 27.0 HRC, a further point (three readings required) should be measured in the closest area. If the hardness value of the re-test does not exceed 25.4 HRC, the re-measured value is qualified. For alloy steels, the hardness values refer to Table A.3 in Appendix A.
8 Transport, handling and storage
Oil tubing shall be transported, handled and stored in accordance with the requirements in Appendix C.
Annex A
(Normative Appendix)
Chemical composition and mechanics of some commonly used materials
Data in Tables A.1, A.2, A.3 and A.4 are derived from Oil and Gas Industry Standards (SY), American Petroleum Institute (API) standards, and the United States
Society of National Corrosion Protection Engineers (NACE) standard, some data provided by the manufacturer.
Transportation, handling and storage of pipes 2)
General API pipes and their special threads are made very fine, so special care should be taken when handling them. Pipes, whether new, used, or rerepaired, should always have a threaded collar.
C.1 Transportation
C.1.1 Water transport
The pipe supplier or its agent shall provide appropriate supervision at the time of shipment of the pipe to prevent improper or insufficient filling materials, improper ties to prevent the pipe from moving when the ship is rolling, and the pipe from being placed in or near bottom sewage, hazardous chemicals or other corrosive substances. Prevents the coupling or guard from hooking together or striking an open hatch edge or striking a boat’s guardrail when the pipe swings along the stake.
C.1.2 Rail transport
When the pipe is loaded on the freight car, in addition to the requirements of the Domestic Commerce Commission, the bottom of the car should be supported by wooden strips to provide appropriate support for the pipe, but also to provide a certain space for the pipe to lift and keep the pipe from contacting dirt. If the bottom of the carriage is uneven, the top of the supporting wood should be flattened. The supporting wood should not be placed below the thickening part of the collar or pipe. The pipe shall be bolted and properly separated to prevent movement.
C.1.3 Trucking
Truck transport shall take the following measures:
- a) Put the pipe on the pillow and tie it to the pillow with a suitable chain. If it is a long pipe, the chain should be added in the middle;
- b) When loading tubing with collar, all collar shall be located at the same end of the truck;
- c) Beware of friction between the shoulder of the tool joint and the adjacent joint;
- d) The truck can not be overloaded to prevent the pipe from being dangerous and unable to deliver due to overload and unable to reach the destination;
- e) After the truck has been driven for a short distance, the chain that has been loosened due to load sinking should be retightened.
C.2 Carrying
The following precautions should be taken when handling casing and tubing:
- a) Before loading and unloading, ensure that the protective hoop firmly covers the thread, do not throw down the pipe when unloading, avoid rough loading and unloading, so as to avoid damage to the thread or impact or make the main body of the pipe dents, damaged threads will leak or crack, dents and roundness will reduce the pipe extrusion strength;
- b) Special handling measures may be required for acid service and CRA (Corrosion resistant alloy) materials, the impact of adjacent pipes with other materials may locally increase the hardness of the pipes and make them prone to forming sulfide stress cracks, and for pipes requiring special handling measures, the owner shall notify the vendor to take corresponding special handling measures. And which pipes the special handling measures are applicable to;
- c) When manually unloading, use the sling to control the pipe, if it is sliding down the ladder, then the pipe should be rolled down parallel to avoid the pipe momentum or impact on the pipe end, because even if it is equipped with a guard, there is the risk of damage to the thread;
- d) If a crane is used for loading and unloading long pipes, it is recommended to use a cross bar machine with a clamp sling at each end, and each clamp sling should be double-stranded;
- e) When the pipe is rolling on the pipe frame, the pipes should be kept parallel, so as not to increase the momentum of the pipe and impact the pipe end.
C.3 Pipe Storage
The following precautions are recommended for pipe storage:
- a) Do not stack pipe directly on the ground, stringer, steel or concrete floor. The lowest layer of the pipe shall not be less than 18 inches (500 mm) above the ground to prevent moisture and soiling of the pipe.
- b) The pipe should be supported by supports with appropriate spacing to prevent the pipe from bending or damaging the thread. The stringer shall be located on the same plane at a suitable height and shall be supported by piers which are sufficient to support all pier loads without sinking.
- c) The two successive layers of pipes are separated by wooden strips so that the coupling does not bear weight. Use at least three spacers.
- d) Place the spacer strip perpendicular to the tube and directly on the strip and support below to prevent the tube from bending.
- e) The pipe is arranged in layers, and the staggered length is roughly equal to the length of the collar.
- f) Nail 1 x 2 or 2 x 2 wood clips at both ends of the spacer wood strip to separate the pipe.
- g) For the safety and convenience of inspection and handling, the stack height of the pipe shall not be higher than 10 ft (3000 mm). The stack height of the pipe on the rig should not exceed 5 layers. The storage of the pipe should be checked regularly, and if corrosion needs to be delayed, the pipe should be treated with a protective coating.